

东华注塑机螺杆炮筒现货
¥ 1200.00 / 件
 新闻分类 新闻分类
联系方式站内搜索 荣誉资质
公司推荐
友情链接 |
2026注塑机螺杆维修,螺杆炮筒翻新厂家
2025-11-03IP属地 湖南郴州11
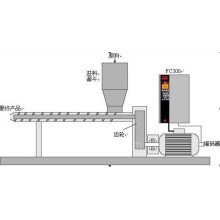
螺杆炮筒维修翻新:降本增效的设备再生解决方案在注塑、挤出等塑料成型领域,螺杆炮筒长期处于高温、高压、强磨损工况,易出现螺棱磨损、炮筒内孔划伤、腐蚀变形等故障,直接导致塑化效率下降、制品精度超标,甚至设备停机。更换全新螺杆炮筒成本高昂(占设备总造价的 20%-30%),而专业的维修翻新服务可使废旧部件恢复 90% 以上的原有性能,成本仅为新件的 30%-50%,成为企业降本增效的重要选择。以下从螺杆维修工艺、料筒翻新流程及应用价值三方面,全面解析这一设备再生方案。
一、螺杆维修:针对性修复,恢复核心性能螺杆的故障类型主要包括螺棱磨损、表面腐蚀、螺纹槽划伤、端部变形等,需根据故障程度与螺杆材质,采用差异化维修工艺,确保修复后精度与寿命达标。 1. 常规磨损修复(磨损量≤0.3mm)针对通用型渗氮螺杆(38CrMoAlA 材质)的轻微磨损,采用激光熔覆修复工艺:
2. 严重磨损 / 腐蚀修复(磨损量 0.3-1.0mm)针对双金属螺杆(碳化钨涂层)的严重磨损,或耐腐蚀螺杆(316L 不锈钢)的局部腐蚀,采用等离子喷涂 + 精密补焊工艺:
3. 端部 / 传动部件修复针对螺杆端部止逆环槽磨损、连接轴螺纹损坏等故障,采用局部精密加工 + 热处理强化工艺:
|